欢迎来到聚诚精密官网,报价热线请致电我们:153-6148-9814

浏览数量: 0 作者: 本站编辑 发布时间: 2026-07-14 来源: 本站
机器人手板轻量化是提升续航、降低惯量、改善动态性能的关键路径,但减重不能以牺牲结构强度为代价。在实际项目中,轻量化的实现通常需要三条路径的组合:材料替代、结构优化和工艺控制。本文从工程实践出发,解析这三条路径的具体方法、适用边界和成本影响,为机器人手板开发提供可落地的轻量化方案。

图1:等强度条件下,碳纤维复合材料的重量约为铝合金的一半。
机器人手板轻量化的本质是在保证刚度和强度的前提下降低质量。实现路径有三条,各有适用场景:
材料路径: 用低密度材料替代高密度材料,如铝合金代替钢、碳纤维复合材料代替铝合金、镁合金代替铝合金。减重潜力一般在20%-40%,但可能面临成本和加工难度上升。
结构路径: 通过拓扑优化去除冗余材料,或将实心结构改为薄壁结构。减重潜力可达15%-50%,但增加了设计和加工难度。
工艺路径: 通过3D打印实现复杂内部网格结构,或通过五轴CNC加工薄壁件。减重潜力20%-40%,但受工艺和设备限制。
选择哪条路径取决于项目的性能优先级、预算和批量。对于多数机器人手板,材料替代是优先考虑的路径,因为其效果明确且工艺成熟。
以下对比四种常见轻量化材料的比强度(强度/密度)和适用场景:
| 材料 | 密度(g/cm³) | 抗拉强度(MPa) | 比强度 | 相对成本(铝合金=1) | CNC难度 |
|---|---|---|---|---|---|
| 7075铝合金 | 2.80 | 570-590 | 210 | 1.0 | 低 |
| 6061铝合金 | 2.70 | 310-330 | 120 | 0.8 | 低 |
| 钛合金TC4 | 4.51 | 900-1100 | 220 | 8-12 | 高 |
| 碳纤维CFRP | 1.60 | 600-800 | 375-500 | 10-20 | 中等(需专用刀具) |
| 镁合金AZ91 | 1.74 | 230-260 | 140 | 3-5 | 中等(需防火) |
选型解读: 7075铝合金是轻量化起点,成本低、加工成熟,适合大多数机器人结构件。碳纤维比强度较高,但成本高且加工复杂,适合对重量极端敏感的部件(如无人机机臂、高速机器人连杆)。镁合金比铝合金轻33%,但耐腐蚀性差且加工有燃爆风险,需评估使用环境。
钛合金比强度与7075相近但密度更高,不适合轻量化目标——其优势在于耐高温和生物相容性,轻量化场景应优先考虑铝合金或碳纤维。更详细的材料性能可参考塑胶手板材料选型指南了解塑料类材料的轻量化应用。
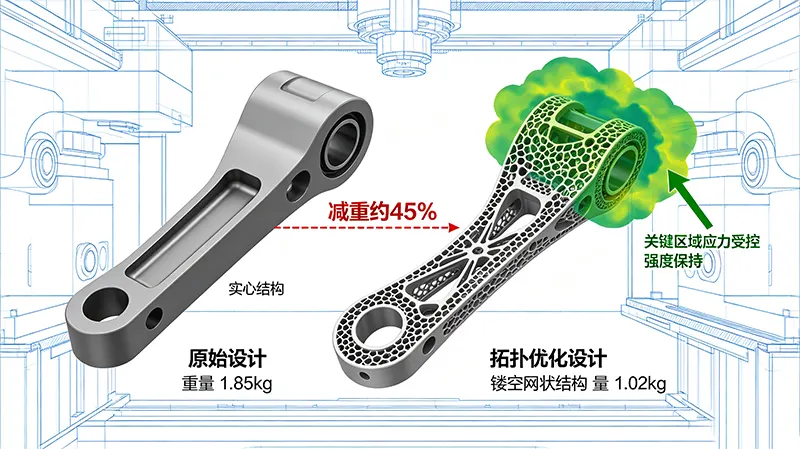
图2:拓扑优化在去除30%重量的同时,通过应力重分布保持结构强度。
结构优化是在不更换材料的前提下,通过改变几何形状实现减重。适用于手板阶段的两种方法:
基于有限元分析,去除低应力区域的材料,形成仿生网状或树状结构。用于机器人连杆、底座、关节支架等。手板阶段可采用两种实现方式:
CNC加工实现: 将拓扑优化后的模型通过五轴CNC加工,但镂空结构的加工难度高,薄壁区域易变形。减重率15%-30%。需使用小直径刀具(Ø2-4mm),设置足够多的工艺支撑。
3D打印实现: 更适合复杂内部网格结构,无需考虑刀具可达性。金属3D打印(SLM)可实现与CNC接近的材料性能,减重率可达30%-50%,但成本高出3-5倍。
将实体结构改为薄壁+加强筋组合。手板阶段需控制壁厚下限:铝合金1.2-1.5mm、ABS/PC 1.5-2.0mm、碳纤维1.0-1.2mm。壁厚过小会导致加工变形或强度不足。
薄壁设计需配合加强筋(高度3-5倍壁厚,间距50-100mm)维持刚性。
关注应力集中区域:边缘、孔位、安装面应适当增厚(比基础壁厚加厚0.3-0.5mm),避免因过度减重导致局部失效。
对于拓扑优化后的复杂结构,可参考高精度手板加工案例了解五轴CNC的具体实现方法。
薄壁件加工是轻量化实施中的技术瓶颈。以下是薄壁加工的工艺参数和风险控制建议:
装夹方案: 真空吸盘是较好选择,提供大面积均匀支撑。无法吸附的工件使用仿形软爪,接触面积≥50%避免点状夹紧导致变形。加工过程中采用低压吸附(0.3-0.4MPa)避免薄壁受压变形。
加工策略: 壁厚<2mm的零件必须采用“粗加工-半精加工-精加工”三阶段。精加工切深控制在0.05-0.10mm,切深过大极易造成让刀。使用高转速(≥18000rpm)和小直径刀具(Ø2-4mm)降低切削力。
冷却与排屑: 薄壁件切屑需及时排出,否则切屑堆积会刮伤表面并增加切削力。使用高压气冷或油雾冷却,同时用风枪持续吹走切屑,避免二次切削。
应力控制: 铝合金薄壁件粗加工后需进行去应力退火(200℃×2小时),否则薄壁在精加工后会发生翘曲。ABS/PC等塑料薄壁件需在粗加工后自然冷却2小时以上再精加工,让应力充分释放。
将不同材料组合在同一部件中,可实现“局部轻量化”且成本可控,是当前手板轻量化的常用方法。
铝合金+碳纤维嵌件: 承力部位用铝合金(螺纹孔、轴承座),大面或非承力区域用碳纤维板材。减重20-30%,成本低于全碳纤维方案。手板阶段可用CNC分别加工后胶接或螺栓连接。
金属+塑料混合: 例如机器人外壳——内部框架用铝合金提供刚度,外部覆盖ABS或PC薄壳提供造型。通过嵌件注塑(手板中可模拟)或螺钉连接实现。减重15-25%,成本显著低于全金属方案。
蜂窝夹层结构: 两层薄铝板或碳纤维板中间夹铝蜂窝芯材,比刚度高。适用于大型平面件(设备外壳、电池仓盖板)。手板阶段可采用CNC加工外板+粘接蜂窝芯实现。
混合结构的连接方式影响整体性能,胶粘接需注意表面处理和固化强度,机械连接需考虑应力集中。可参考嵌件成型手板指南了解金属与塑料结合的具体工艺。
根据项目约束条件,按以下流程选择轻量化方案:
定义减重目标: 目标减重<15%,优先薄壁化+加强筋(成本较低);目标减重15-30%,优先材料替代(铝合金→镁合金或铝合金→碳纤维局部);目标减重>30%,需组合使用材料+拓扑优化+3D打印,但成本可能翻倍。
评估预算: 预算有限(
确认加工难度: 拓扑优化复杂结构,需考察供应商是否具备五轴CNC或金属3D打印能力,提前评估设备限制和工艺成熟度。
批次考量: 单件或小批量(<10件),3D打印可能是更快实现复杂轻量化的路径;批量较大(>20件),CNC加工+材料替代性价比更高。
更深入的轻量化案例可参考金属3D打印手板指南了解增材制造在复杂轻量化结构中的应用。
解答:碳纤维复合材料(CFRP)密度约1.6g/cm³,抗拉强度600-800MPa,比强度是7075铝合金的1.8-2.4倍。在同等强度要求下,碳纤维手板比铝合金轻约40-50%。但碳纤维材料成本高(约10-20倍于铝合金),且加工需专用刀具和吸尘设备。
解答:镁合金比铝合金轻约33%,是极有吸引力的轻量化材料。但其加工时切屑易燃,需要专门的防爆吸尘系统,且耐腐蚀性差,需做表面处理。成本约是铝合金的3-5倍,综合性价比低于铝合金,限制了其普及。
解答:部分可以,但有条件限制。拓扑优化后镂空孔隙的最小尺寸需≥刀具直径的3倍(如使用Ø4mm刀具,孔隙宽度≥12mm);深度<50mm的镂空可加工,超过需考虑更换工艺。复杂内部结构建议3D打印而非CNC。
解答:从装夹、加工参数、支撑三方面控制。装夹选真空吸盘或大面积仿形夹具;精加工切深≤0.1mm,转速≥18000rpm;薄壁底部和侧面设置工艺支撑(粗加工时保留,精加工后去除)。壁厚<1mm的零件不建议用CNC加工,需转用3D打印或电火花加工。
解答:会。薄壁件和镂空结构的刚性低于实心件,在装配受力时可能产生弹性变形,影响配合精度。对策:在装配面、定位销孔、螺纹孔等关键部位保留局部加厚(比基础壁厚增加0.3-0.5mm)。手板阶段应进行装配测试,验证实际工况下的变形量。
机器人手板轻量化的实现需综合评估材料、结构和工艺三条路径。材料替代以7075铝合金为起点,碳纤维和镁合金用于更极端减重需求;结构优化通过拓扑分析和薄壁设计去除冗余材料,减重潜力显著但受限于加工能力;工艺控制确保薄壁件在CNC加工中不变形。建议按以下顺序推进轻量化:先进行壁厚优化(成本较低,见效最快),再评估材料替代(效果明确,工艺成熟),后续考虑拓扑优化(减重潜力较大,但成本和难度较高)。每条路径的适用边界取决于项目的性能要求、预算和批量,而非单一追求减重率。