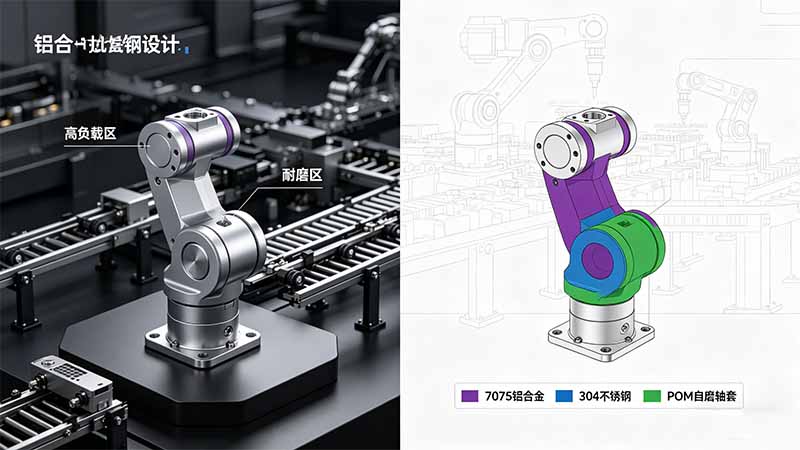
工业机器人、服务机器人、家用机器人在工作环境、负载能力、成本约束上差异显著,手板材质选型逻辑完全不同。工业场景优先强度与耐温,服务场景平衡轻量化与耐久性,家用场景侧重安全与低成本。本文从场景需求出发,提供材质选型对照表与工艺建议。目录工业机器人手板:高负载与耐高温场景服务与配送机器人手板:轻量化与耐久性家用机器人手板:安全与低成本场景化材质选型对照表不同材质的工艺适配建议常见选型误区与规避方法工业机器人手板:高负载与耐高温场景图1:工业机器人手板需根据功能分区选择不同材质。工业机器人(焊接、搬运、装配)手板需验证高负载下的结构强度、关节耐磨性和长期稳定性。选型原则:强度优先,兼顾耐磨与热稳定性