欢迎来到聚诚精密官网,报价热线请致电我们:153-6148-9814

浏览数量: 0 作者: 本站编辑 发布时间: 2026-07-16 来源: 本站
服务器液冷板是数据中心散热系统的核心部件,其手板加工需解决流道密封性和安装面平面度两大关键问题。流道泄漏会导致冷却液短路损坏电子元件,安装面平面度不足则影响与CPU/GPU的贴合导热效率。本文从材料选型、CNC加工工艺、密封方案、检测方法四方面,提供液冷板手板的系统性加工指南。
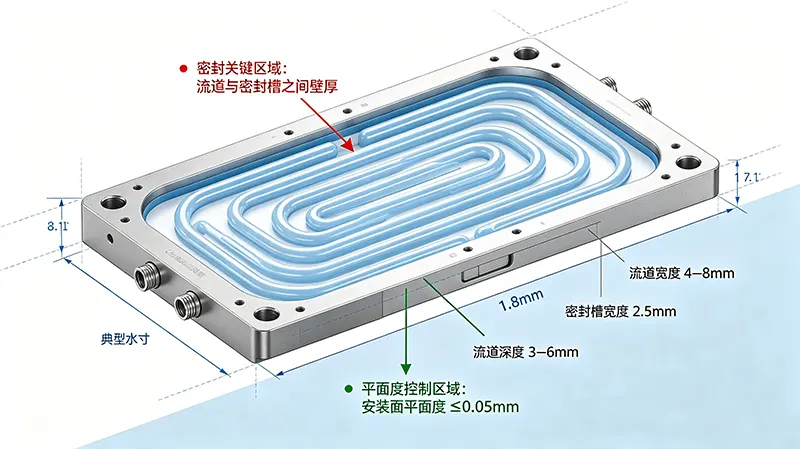
图1:液冷板手板的关键控制区域集中在密封结构和安装平面。
服务器液冷板手板需满足三类技术要求:
流道密封性: 流道内部需承受0.3-0.6MPa的工作水压,不允许有渗漏。密封结构形式取决于手板用途——原型验证阶段可采用O型圈密封以便拆装迭代,功能测试阶段可采用搅拌摩擦焊实现密封。
安装面平面度: 液冷板与CPU/GPU接触面的平面度需控制在0.05mm以内,表面粗糙度Ra≤1.6μm,以确保导热界面材料(TIM)均匀填充,接触热阻≤0.2°C/W。
流道尺寸精度: 流道宽度公差±0.1mm、深度公差±0.05mm,保证冷却液流量分布均匀,避免局部热点。
液冷板材料需兼具高导热性和良好加工性。以下对比四种常见材料:
| 材料 | 导热系数(W/m·K) | 密度(g/cm³) | CNC加工难度 | 焊接性 | 适用场景 |
|---|---|---|---|---|---|
| 6061铝合金 | 167 | 2.70 | 低 | 优 | 通用液冷板,性价比高 |
| 6063铝合金 | 201 | 2.69 | 低 | 优 | 导热要求更高的场景 |
| 紫铜T2 | 390 | 8.96 | 中等(易粘刀) | 中等 | 极高导热要求,但重量大 |
| 316L不锈钢 | 16 | 7.98 | 高 | 中等 | 仅腐蚀性环境,不推荐 |
选型建议: 大多数服务器液冷板手板优先选用6061铝合金,平衡导热性、加工成本和可焊性。对导热有更高要求时可选用6063(导热系数高20%),但强度略低,需注意结构设计。
流道加工是液冷板手板的核心工序。推荐采用以下工艺参数:
刀具选型: 流道宽度4-8mm时,选用直径比流道宽度小0.5-1mm的铣刀(如流道宽6mm,用Ø5mm铣刀),留出精加工余量。刀具材质选用硬质合金,刃口需锋利以减少毛刺。
粗加工参数: 转速8000-12000rpm,进给1500-2500mm/min,切深0.5-1.0mm/层。分2-3层铣至最终深度。
精加工参数: 转速12000-15000rpm,进给800-1200mm/min,切深0.1-0.2mm。精加工流道底部和侧壁,保证表面粗糙度Ra≤1.6μm。
冷却方式: 使用高压乳化液(浓度6-8%),喷射压力≥3MPa,同时冲走切屑并降温。流道底部易积屑,需定期抬刀排屑(每铣完一层抬刀一次)。
流道清根: 流道底部与侧壁过渡处需清根处理,用R角与流道宽度匹配的球头铣刀(R=2-3mm)沿底部走一刀,消除直角应力集中。
流道加工中常见问题包括底部毛刺(参数不当)和侧壁振纹(刀具刚性不足),应通过调整进给速度和增加精加工余量来改善。
更详细的铝合金加工参数可参考铝合金手板加工指南了解通用加工要点。
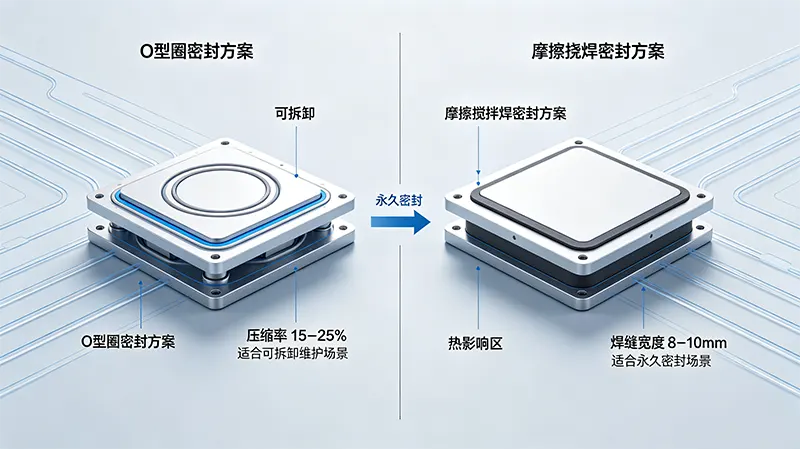
图2:O型圈密封适用于可拆卸场景,搅拌摩擦焊适用于长期密封场景。
液冷板手板的密封方案取决于手板用途和迭代阶段:
结构: 流道采用开口式设计(铣削加工),用盖板+O型圈压紧密封。O型圈材质选用EPDM(三元乙丙橡胶)或FKM(氟橡胶),硬度Shore A 70-80。密封槽设计遵循标准槽深=O型圈线径×(1-压缩率),压缩率推荐18-22%。
适用场景: 手板迭代阶段需要多次拆装检查流道内部(如观察流道表面质量、清洗残屑),或在设计验证阶段需更换不同流道布局的盖板做对比测试。O型圈密封可重复拆装20-30次。
注意事项: O型圈密封不适合长期高压(>1.0MPa)工况,会加速老化。
原理: 用旋转搅拌头将流道盖板与底板压紧摩擦生热,材料在热力作用下塑性流动形成冶金结合,焊缝无气孔、无裂纹,密封性优于任何胶粘或钎焊方案。
适用场景: 功能测试阶段的最终手板,需要验证实际密封性能。搅拌摩擦焊手板可进行0.6MPa水压测试,保压24小时无泄漏。
成本对比: 焊接服务费约500-1500元/件(视焊缝长度和复杂程度),周期2-3天。比O型圈方案多一道工序成本,但密封可靠性大幅提升。
安装面(与CPU/GPU接触面)的平面度直接影响导热效率。平面度控制从三个层面实施:
材料预处理: 铝合金板材在CNC加工前需进行去应力退火(200℃×2小时),消除轧制内应力。未经去应力处理的板材,加工后平面度可能超过0.1mm。
加工策略: 安装面采用“粗铣-半精铣-精铣”三阶段。粗铣去除余量(留0.5mm),半精铣(留0.15mm),精铣到位。精铣使用大直径面铣刀(Ø50-80mm),步距为刀具直径的60-70%,保证刀纹重叠。
装夹方式: 使用真空吸盘吸附,吸盘密度≥1个/100cm²。吸盘压力≥0.5MPa,保证安装面在加工过程中不产生弹性变形。
检测与补偿: 精加工前用千分表测量工件四角和中心的Z轴高度,若偏差>0.02mm,在程序中设置Z轴补偿值,使实际切削层均匀。精加工后用电子千分表(精度0.001mm)逐点测量安装面平面度,记录数据并分析。
检测是验证加工质量的必要步骤,以下为推荐的检测项目和标准:
流道密封性测试: 将液冷板进出水口封堵,通入0.6MPa压缩空气,保压5分钟后观察压力下降值。允许压降≤0.01MPa/min(约6kPa/min)。若压降超标,用检漏液涂抹密封区域检查泄漏点。
平面度检测: 使用电子千分表(分辨率0.001mm),在安装面上按网格布点测量(网格间距≤20mm)。实测平面度应≤0.05mm。若超差,可进行二次精铣修正。
流道尺寸检测: 使用内径千分尺或三坐标测量机(CMM)抽查流道宽度和深度,抽检比例≥30%,关键尺寸(进出水口位置)需100%检测。
表面粗糙度检测: 使用粗糙度仪测量安装面Ra值,需≤1.6μm。
解答:流道底部的微小毛刺会影响冷却液流动均匀性。处理方法:用纤维油石(粒度800-1200目)沿流道底部轻轻打磨,再用高压气枪(≥0.6MPa)从流道一端吹气将碎屑排出。O型圈密封方案可在装配前用超声波清洗(酒精介质)彻底清洁。
解答:焊接热输入会引起局部热变形,焊接后安装面平面度通常比焊前恶化0.02-0.05mm。解决措施:在焊接前预留0.2mm精加工余量,焊后进行二次精铣安装面。这是搅拌摩擦焊液冷板的标准工艺路线。
解答:金属3D打印(SLM)可以制作带内部流道的液冷板,适合极其复杂的流道结构(如仿生流道、螺旋流道),但存在以下局限:表面粗糙度较高(Ra 8-12μm)、需进行流道内壁抛光处理、成本比CNC高3-5倍。大多数服务器液冷板手板仍以CNC加工为主。
解答:CPU/GPU芯片表面与液冷板之间的导热界面材料(TIM)典型厚度约0.05-0.10mm。若液冷板安装面平面度超过0.05mm,TIM无法均匀填充,局部区域会形成空气间隙(导热系数仅0.02W/m·K),导致接触热阻大幅增加。平面度控制是保证散热效率的前提。
解答:压缩率 = (O型圈线径 - 槽深) / O型圈线径 × 100%。例如线径2.65mm、槽深2.15mm,压缩率=(2.65-2.15)/2.65=18.9%。对于静密封(液冷板盖板压紧),推荐压缩率18-25%。过低密封不足,过高会导致O型圈过度变形、加速老化。
服务器液冷板手板加工的核心在于流道密封性和安装面平面度的协同控制。材料选择优先考虑6061铝合金,兼顾导热性和加工性。流道加工需控制毛刺和尺寸精度,密封方案根据迭代需求选择O型圈(可拆装)或搅拌摩擦焊(长期密封)。安装面平面度通过预处理、分步铣削和真空吸附控制在0.05mm以内。检测环节应包括密封性测试、平面度测量和尺寸抽查,确保手板满足功能验证要求。通过系统的工艺规划和过程控制,可在2-3周内完成高保真液冷板手板的制造与验收。