专业手板模型
生产加工定制一站式服务厂家
全国咨询热线(同微信):153-6148-9814 (张先生)
138-0256-9643 (柳先生)
138-0256-9643 (柳先生)
专业手板模型
生产加工定制一站式服务厂家


ABS(黑色/原色)复模
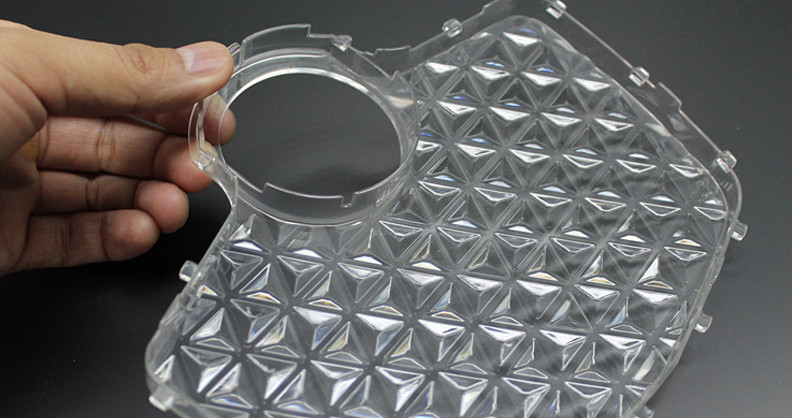
PC/PMMA(亚克力)透明材料

硅胶/TPU软性材料
|
标准精度 标准公差±0.15mm/100mm,最高精度可达±0.05mm。 |
最大零件尺寸 真空设备可容纳2.0M*1.2M*1.0M模具规格 |
最小壁厚 壁厚最小为0.5mm,最佳为1.5mm~2.5mm。 |
|
硅胶模具的使用寿命 每个模具最多10-20个复制成品,模具保存周期30天左右。 |
标准交货期 7 到 10 天内可生产 50 套左右,具体取决于零件规格和数量。 |
表面处理等功能 涂漆、丝印、真空电镀、透明抛光和包胶成型等。 |



扫一扫更多精彩

扫一扫 在线咨询